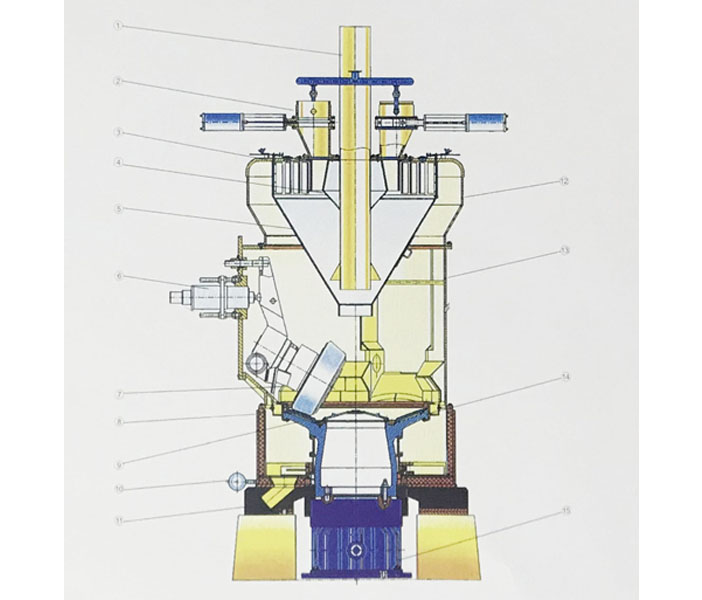
磨煤機堆焊層要保持良好的結合,需要從多個方面進行控制和優化。以下是一些關鍵措施:
1.清潔與準備
清潔:在堆焊之前,必須對磨煤機的待焊表面進行清潔,去除油污、銹跡、氧化物等雜質,確保堆焊材料能夠充分粘附在表面。這通常包括使用角向磨光機、鋼絲刷等工具進行清理,必要時還需要進行除油處理。
表面預處理:為了提高堆焊層的結合力,有時還需要對表面進行預處理,如噴砂、噴丸等,以增加表面的粗糙度和活性,促進堆焊材料與基材之間的結合。
2.預熱與緩冷
預熱處理:在進行堆焊之前,對磨煤機的待焊部位進行預熱處理,可以降低焊接過程中的熱應力,減少裂紋的產生,同時提高堆焊材料的粘附性和均勻性。預熱溫度應根據材料特性和焊接工藝來確定。
緩冷處理:堆焊完成后,對焊接部位進行緩冷處理,避免過快冷卻導致焊接應力集中和裂紋產生。緩冷可以通過保溫棉、加熱板等方式實現。
3.堆焊材料與工藝
選擇合適的堆焊材料:根據磨煤機的受力情況和工作環境,選擇合適的堆焊材料。材料應具有良好的耐磨性、抗裂性和與基材的相容性。
優化堆焊工藝:包括選擇合適的焊接方法、焊接參數以及焊接順序和層間溫度控制等。合理的堆焊工藝可以確保焊接層與基材之間形成良好的冶金結合。
4.堆焊過程中的質量控制
保持電弧穩定:在堆焊過程中,要確保電弧穩定,避免斷弧、偏弧等現象發生,以保證焊接層的質量。
層間處理:在多層堆焊時,每層堆焊完成后要進行層間處理,如清理焊渣、檢查焊接質量等,為下一層堆焊打下良好的基礎。
控制堆焊層厚度:根據磨損程度和修復要求,合理控制堆焊層的厚度。過厚的堆焊層可能會導致焊接應力集中和裂紋產生,而過薄的堆焊層則可能無法滿足耐磨性的要求。
5.焊后處理與檢驗
焊后熱處理:根據需要進行焊后熱處理,以消除焊接應力和改善焊接接頭的組織和性能。
質量檢驗:對堆焊后的磨煤機進行全面的質量檢驗,包括外觀檢查、硬度測試、金相組織分析等,確保焊接質量符合相關標準和要求。
表面處理:對焊接部位進行表面處理,如噴涂防腐涂料或鍍層等,以提高耐磨性和抗腐蝕能力。
- 磨煤機堆焊層如何保持良好結合?
- 新年新氣象,共筑新篇章
- 部件磨損對磨煤機的影響有哪些?
- 中速磨煤機的出口溫度和通風量如何調整?