ĥú�C�Ѻ��ޏ��O�估��ˇ
��Դ��m.cjkjpx.com�l��r�g��2024-05-14
1.�����Ӳ�����350�汣��2С�r���ں��l����Ͳ�У��S���Sȡ��
2.��������Ȳ���挢���a�^���A�ᵽ250�����ϣ�Ҫ�����Üضȃx�z�y���A����e����Ҫ�ޏ���e��һ�����ϣ�������Ѽy��̼�����ٌ��Ѽy�����Ƀ�������ɫ���z�飬���C�o�Ѽy��
3.�ضȺ��m���x�Ì����ĺ��Ӳ����M���ޏ͡�
a.���C�ӷ������ӕrҪ�����ֱ�����ӣ�������늺��Cݔ����ؓ�O�����Q��늺��Cݔ�������O���ؾ�����݁�w�Ѻ������ϣ������S����늮a���p����
b.����Ҫ���l�������M��[�ӣ�ÿһ�ӣ�ÿһ�����ӕr���м�����������ÿ�ӵČ��g�ضȲ������A��ضȣ�ÿ�ӡ�ÿ�����������N�����p���潵�ͺ��ӑ�����
c.�A�ἰ���a�^���Б��քe��݁�w�a��λ�ñ����݁�w�S�i̎�y���ضȣ�һ��݁�w�S�i�ض��_��80�棬��������sˮϵ�y����t����݁�w�ȵ���sˮ�ų���һ���a��λ�ñ������180�摪�����A�ᡣ
4.�������a��������������Ȳ����ú���ӟ���k���������ӑ������ֲ��ض��_��400�棬���ؕr�g20-30��犡�
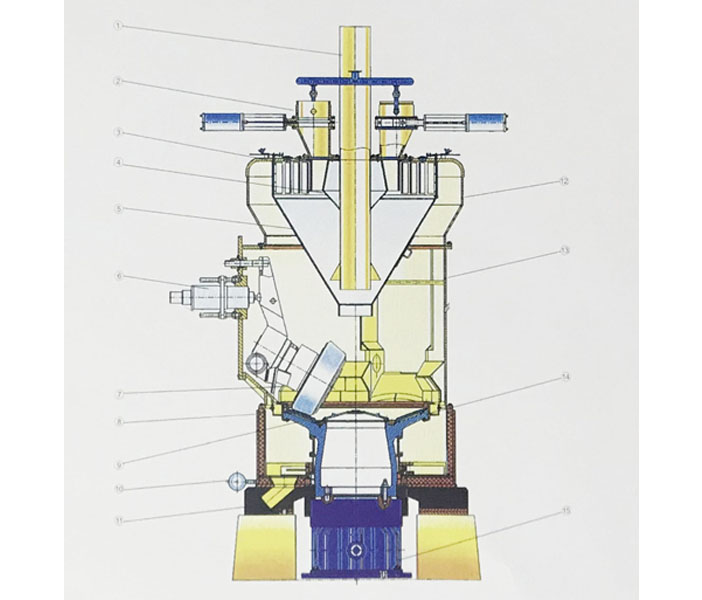
��һ�l������ĥú�C����s�C��
���P��
- ����ĥú�C����ĥ��������ι����ģ�
- ĥú�C�Ѻ����z������Ҫ��
- ĥú�C�ޏ����ڕ�Ӱ��\��Ч�ʆ
- ����ĥú�C����ĥ������ͨ�L������{����
���P�aƷ