����ĥú�C�ĶѺ�����Ҫ��ѭһ���IJ��E��ע����헡�
1����������
�@�ǶѺ�ǰ����Ҫ���E����Ҫ����Ѻ�������ۺ��P�g������ʹ�ý���ĥ��C����ϲۃȵ������ʹ��¶�����ٹ�ɡ�ͬ�r��ҲҪ����������P�g�ӡ����@���^���У�Ҫ���ð�ȫ��ʩ����ֹ��ĥ���w�R����ˡ�
2�����Ӆ���
�������H��r���x����m�ĺ�������͚���������������ͨ����90��110A֮�g����������t��8��10L/min��
3���A��
�ں���ǰ����Ҫ�M�е͜��A�ᣬʹ���Ӳ�λ�ֲ��ض��_��80��100�档
4���a�������w����
�Ȍ��ϲ��M���a��������̎�����aƽ�����ڸ����S�����w���ӣ����Բ����D���S��Ȧ���ֵ����ӵķ�ʽ��ɣ������a����ȑ�������3mm��
5���ضȿ���
���g�ضȑ������ڲ����^200�档�����M�б��ؾ��䡣
6������z���c�C�ӹ�
�����ޏͺ��M�б�����^�z�飬�_�J�oȱ�ݺ��������M�ЙC�ӹ�����б�F�X�A��̓ȶ����������������M�дּӹ������M�б���̽�����oȱ�ݺ��M�кӹ���
7���|���z�y�cʹ����r
����ޏͺ��M��ȫ����|���z�y���_������������ã��o�Ѽy�͚�ȱ�¶ȱ�ݡ����z�y�ϸ���Ͷ��ʹ�á�
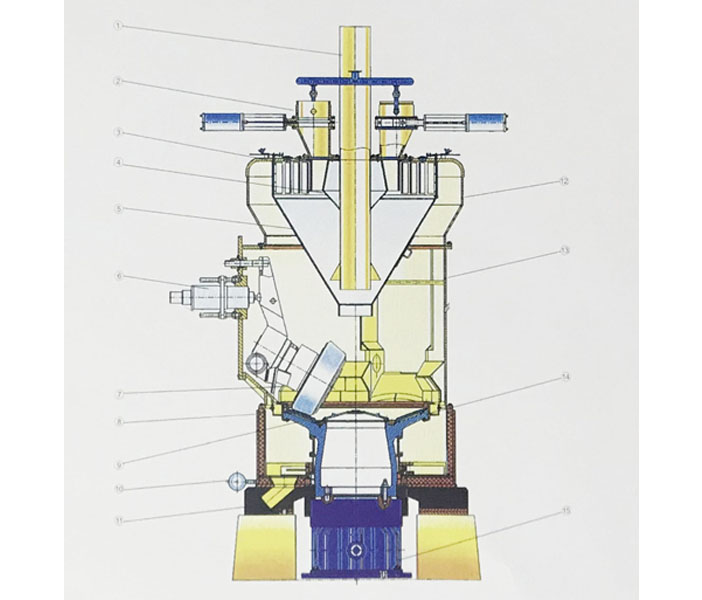
- ����ĥú�C����ĥ��������ι����ģ�
- ĥú�C�Ѻ����z������Ҫ��
- ĥú�C�ޏ����ڕ�Ӱ��\��Ч�ʆ
- ����ĥú�C����ĥ������ͨ�L������{����