磨煤機端蓋裂紋修復處理技術
來源:m.cjkjpx.com發表時間:2024-02-27
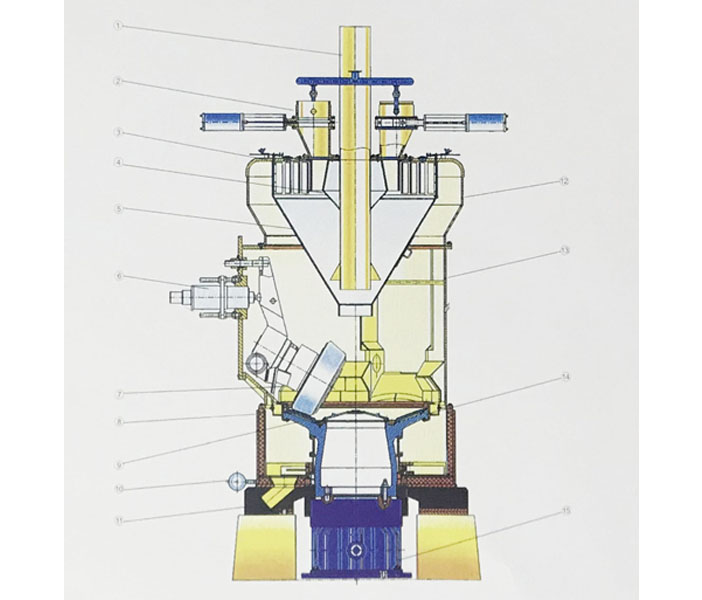
磨煤機端蓋在制造過程當中,會存在殘余應力。安裝后磨煤機端蓋長期承受磨煤機筒體及筒內鋼球、煤粉等重量,端蓋中分面以上部位將受到擠壓作用力,中分面以下部位將受到拉作用力,磨煤機轉動時,端蓋受力也不斷的反復變化,經過長期運行,有殘余應力的地方終發展成為疲勞源,終產生裂紋。
裂紋修復處理技術
(1)處理前必須對筒體加固處理措施,即將磨煤機出口端筒體襯瓦拆除,用12號槽鋼6條進行米字型支撐,再同規格的槽鋼在米字架與出口端蓋之間進行支撐加固。
(2)對端蓋內側進行矯正,保證內側齊平,不得有錯口現象。在筒體內側制作—螺桿拉緊裝置,將端蓋裂紋錯口處向內拉平,打百分表找正,控制在1.5mm。
(3)端面錯口校正后對端蓋進行加固處理,加固位置端蓋內側,采用300×100×30mm的鋼板。
(4)修復前原始數據的測量:將磨煤機進口軸頸按螺旋管螺栓孔等分16等份,在出口軸頸兩側各裝兩個百分表,用以測量軸頸各等份的徑向和軸向數據變化情況,并做好記錄,然后根據測量的數據算出軸肩的張口程度。
(5)鉆止裂紋孔:1、將磨煤機端蓋部分進行清理,對裂紋部分進行打磨處理;2、滲透檢查裂紋,找出裂紋的起始位置;3、在裂紋起始位置前30mm處鉆Φ20mm的止裂紋孔,止裂孔的深度鉆到端蓋的一半厚度即可。
下一條:磨煤機堆焊的工藝流程
相關新聞
- 新年新氣象,共筑新篇章
- 部件磨損對磨煤機的影響有哪些?
- 中速磨煤機的出口溫度和通風量如何調整?
- 元旦啟航,共創輝煌
相關產品