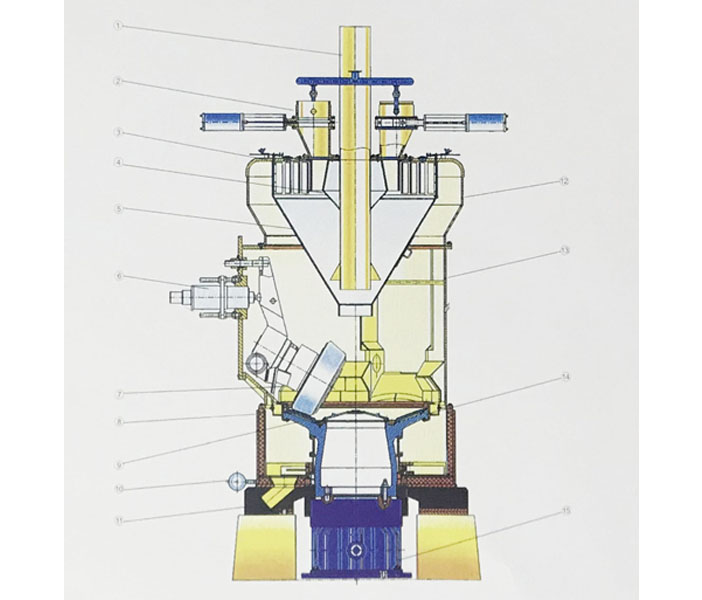
磨煤機堆焊的磁控裝置
來源:m.cjkjpx.com發表時間:2020-08-28
對于寬帶極(帶極寬度大于60mm)電渣堆焊,由于磁收縮效應,會使堆焊層產生咬邊,隨著帶極寬度增加,堆焊電流增大,咬邊現象越重,因此必須采用外加磁場的方法來防止咬邊的產生(磁控法)。同時必須合理布置磁極位置,選擇合理的激磁電流大小,外加磁場太強或太弱均會影響堆焊焊道的成形。二個磁極的磁控電流應可分別調整。比如對于非預熱的平焊位置的工件,當帶極為60mm×0.5mm時,磁控裝置的南、北極控制電流分別為1.5A和3.5A;對于90mm×0.5mm的帶極則分別為3A和3.5A。
下一條:中速磨煤機的運行特性
相關新聞
- 新年新氣象,共筑新篇章
- 部件磨損對磨煤機的影響有哪些?
- 中速磨煤機的出口溫度和通風量如何調整?
- 元旦啟航,共創輝煌
相關產品